


The rapidly expanding practice of “harvesting” previously disposed ash ensures ample supplies for decades to come
For decades, fly ash has been the supplementary cementitious material (SCM) most commonly specified to improve concrete performance in the United States. The first ASTM standard for coal fly ash—C35011—originally published in the mid-1950s, was subsequently combined with a specification for natural pozzolan and the designation changed to C618 in 1968. And while the beneficial properties that fly ash imparts to both fresh and finished concrete are now well understood, its widespread adoption in the U.S. came only after experimentation with a range of other pozzolans.
Concerned with both the cost and the potential for deterioration in mass concrete placements that used only portland cement as a binder, early U.S. hydroelectric dam builders of the 1930s investigated a number of other cementitious additives, including pumicite, calcined clay, and even diatomaceous earth. In 1949, in what is generally regarded to have been the first major U.S. infrastructure project to use fly ash on a wide scale, engineers incorporated 120,000 metric tons of fly ash to replace 32 percent of the cement in the concrete mix of Montana’s Hungry Horse Dam—which today still stands as one of the largest concrete-arch dams in the country.
Engineers found that not only was fly ash—which had to be sourced from Chicago and transported 1,600 miles—a cheaper substitute for portland cement, but it also improved the concrete mix’s workability, lowered requirements for water, and reduced both the heat of hydration and the accompanying risk of thermal cracking. More than 60 years after its construction, concrete samples taken from the dam were tested for alkali-silica reaction—a deleterious chemical interaction that can cause concrete expansion and cracking—and proved fly ash’s long-term effectiveness in combating this condition as well.
In the 75 years since the dam’s construction, hundreds of millions of tons of fly ash have been used to capture these economic and performance benefits in concrete projects throughout the U.S., ranging from dams to highways, bridges, buildings, pipelines, tunnels, and more. More recently, however, as the risks associated with climate change have become more apparent, fly ash’s utility in helping reduce concrete’s carbon footprint has assumed new importance.

A Changing World … for Climate, Concrete, and Coal Ash
Today, concrete is the world’s most popular building material, with an estimated 30 billion tons produced globally each year to supply the construction industry. The material’s many virtues—it is strong, durable, water- and fire-resistant, low maintenance, and economical—ensure that it will continue to play an outsized role in construction for decades to come. The International Energy Agency projects that global concrete production will increase between 25 and 50 percent by 2050.
But the downside to this growth is that concrete production generates approximately 8 percent of all man-made CO2 emissions—almost all of which accrue from the manufacture of portland cement, one of concrete’s principal components. Each ton of fly ash used in place of traditional cement, however, yields a reduction of just under one ton of carbon dioxide released into the atmosphere.
If concrete is to be decarbonized in any significant measure to help alleviate its emissions problem, SCMs such as fly ash must displace the use of portland cement at a significantly greater rate than is now the case. And yet the need for more fly ash comes as the coal plants that produce it continue to be retired. This is a problem, right? Wrong.
The Rapidly Growing ‘Harvesting’ Universe
While the number of coal plants indeed continues to shrink, the U.S. nonetheless still disposes of vast amounts of highquality fly ash each year. In 2022, the last year for which data is available, 11.4 million tons of fresh fly ash—over 40 percent of that produced—was disposed. That same year, more than 4 million tons of previously disposed coal ash was harvested and utilized in concrete as well as a variety of other applications—the equivalent of 8.7 percent of the volume of ash recycled from current power plant operations.
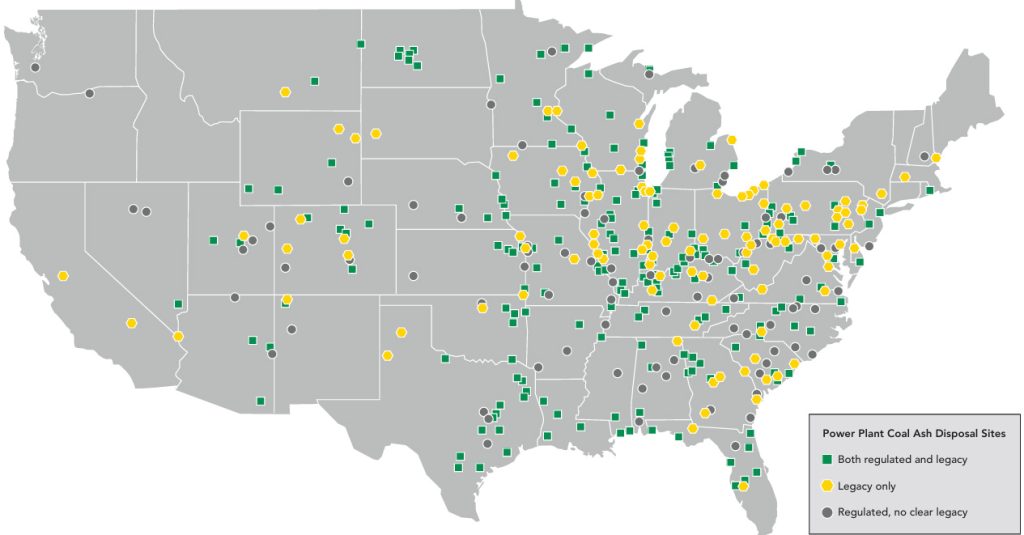
And there’s plenty more where that came from. The American Coal Ash Association estimates that there are approximately 2 billion tons of previously disposed coal ash in landfills and surface impoundments located throughout the U.S. (see map of disposed ash locations below). To help visualize the weight (if not the volume) of previously disposed ash, NASA estimates that 2 billion tons is equivalent to 20,000 fully loaded aircraft carriers.
Harvesting this ash requires significant infrastructure to excavate, screen, dry, process, and beneficiate it in preparation for market. This infrastructure is already being built out, with more than 20 commercial-scale projects currently operating in every region of the country.
Power Plant Coal Ash Disposal Sites
Finally, consensus standards are required to establish a framework for the effective characterization and responsible harvesting of previously disposed ash for beneficial use. Stakeholders from ACAA and other interested parties have worked with ASTM International in recent years to produce two standards (ASTM E3355 and ASTM E3183, respectively) in support of these activities.
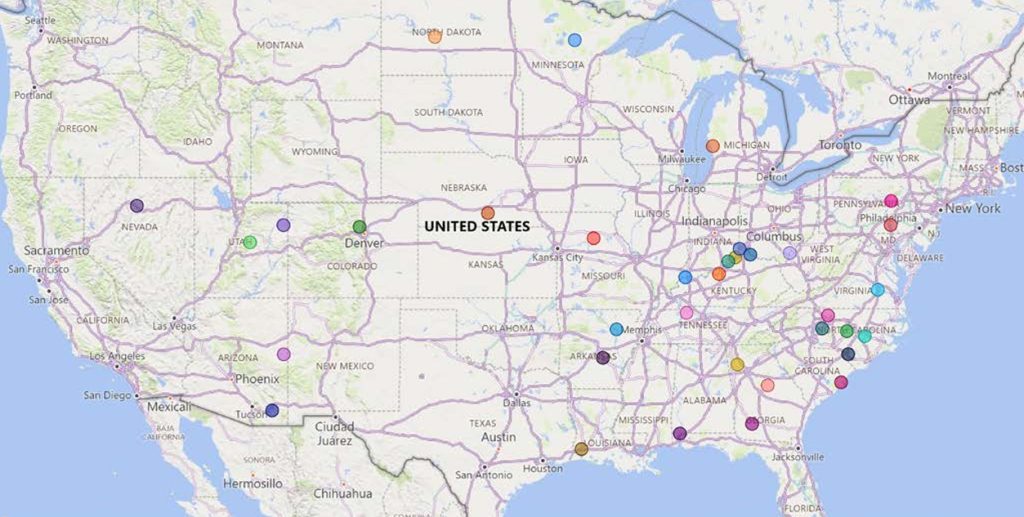
Ash Partnerships for Beneficiation of Ponded/Landfilled Ash
A Range of Beneficiation Technologies
Commercial technologies now in use for beneficiating previously disposed fly ash vary, depending on the condition of the ash and the nature of the treatment required to bring it up to ASTM standards for use in concrete production and other applications. These techniques include chemical treatment, electrostatic separation, carbon burn-out, and other proprietary methods:
- Carbon Burn-Out—In this process, residual carbon in fly ash is combusted, which produces a low-carbon, low-losson-ignition, high-quality pozzolan.
- EnviroSource® Fly Ash Beneficiation Technology—This is a thermal process that reduces loss-on-ignition, ammonia, and moisture in dry and wet fly ash.
- Electrostatic Separation—This process uses triboelectrostatic charging to separate high-carbon and low-carbon ash particles, yielding a higher-quality fly ash stream.
- STAR® Technology—This thermal beneficiation process was the first technology in the world to be used on ponded ash on a commercial scale.
The cumulative result of all these technologies, however, is to allow utilization of a much broader spectrum of ash qualities than existed in the “fresh ash only” era.
Public Policy Helping Drive Harvesting
It should be noted that part of the impetus to develop beneficiation technologies for harvested ash has come from government and regulatory bodies. The U.S. Environmental Protection Agency has been supportive of coal ash beneficial use for decades and notes on its website that “beneficial use of coal ash can produce positive environmental, economic, and performance benefits such as reduced use of virgin resources, lower greenhouse gas emissions, reduced cost of coal ash disposal, and improved strength and durability of materials.” More recently, evolving EPA regulations are increasingly prohibiting “closure in place” strategies for ash landfills and surface impoundments.
At the state level, policymakers in Virginia and North Carolina have specifically mandated excavation of coal ash from ponds and landfills in several instances and approved plans to beneficiate the ash for market sale. In 2019, the Virginia General Assembly passed legislation mandating the removal of ash from Dominion Energy surface impoundments to landfills, as well as for a portion of the ash to be recycled. That same year, the North Carolina Department of Environmental Quality instructed Duke Energy Progress LLC to excavate coal ash impoundments at six sites throughout the state. Duke Energy now operates STAR® Technology facilities at three sites that will allow it to recycle more coal ash in the Carolinas than it produces annually from power plants
Onward and Upward
Because most harvested materials require beneficiation, they are of a more consistent quality than much of the “fresh” ash that users have sourced directly from the power plant over the past decades. Moreover, owing to the fact that harvesting operations are not dependent on an operational power plant to generate ash, this supply is more reliable than that of fresh production ash. Collectively, these two factors will allow concrete specifiers, producers, and users access to greater volumes of coal ash going forward than they have historically been accustomed.
As previously noted, if the concrete sector is to make real progress decarbonizing its products, SCMs such as fly ash must displace the use of portland cement at significantly higher rates than they do currently. If, for example, U S concrete producers were to double their current usage of fly ash—from 11 million tons to 22 million tons—the existing supply of previously disposed ash (2 billion tons) would last for over 90 years. And that supply is independent of the additional volumes that would be generated by coal power plants that continue to operate in the interim.
While it is a paradox that the closures of coal fueled power plants have resulted in deployment of strategies that will provide access to more and better ash, it is one that the concrete industry must take advantage of if it is to decarbonize expeditiously in the decades ahead.
Commercially Operating Harvesting Projects
Currently operating ash harvesting projects in the U S utilize an array
of beneficiation technologies, including the following:
- For the past five years, Eco Material Technologies has harvested Class F fly ash from a monofill in Montour County, Pennsylvania Chemical and physical analyses of the ash, which was stored in a covered 30-acre site above natural grade, determined that the ash requires comparatively little beneficiation Ash is being extracted from the landfill, screened, and fed into a rotary dryer for moisture reduction, whereupon it is further processed for fineness to ensure consistency prior to being made available for beneficial use in concrete and other applications
- Since 2015, Santee Cooper’s Winyah Generating Station has used The SEFA Group’s Staged Turbulent Air Reactor (STAR) technology to reclaim and beneficiate coal ash from on-site ponds Ash is excavated, screened, and then fed into the STAR unit’s external heat exchanger, after which the material is processed at high temperatures to remove excess carbon After cooling, the
processed ash is moved to a storage silo, where it is loaded into airtight pneumatic tankers for delivery to concrete producers STAR facilities now process harvested ash at three additional sites in North Carolina - Since 2021, Salt River Materials Group has been harvesting and beneficiating fly ash from an onsite landfill at the Coronado Generating Station in St Johns, Arizona Using fly ash drying, screening, and classifying equipment, the project generates an additional 300,000 tons per year of ASTM C618 concrete grade Class F fly ash for distribution into SRMG’s fly ash supply network
Note: Reprinted with permission from the American Coal Ash Association